铸铁平板侧面垂直度若用经纬仪或激光干涉仪测角附件测量,较繁锁且不能满足要求。我们采用了类似方箱垂直度的测量方法,方箱是在垂直面内测量而铸铁平板侧面的垂直度是在水平面内测量。...
专用检验铸铁平板侧面垂直度的检测
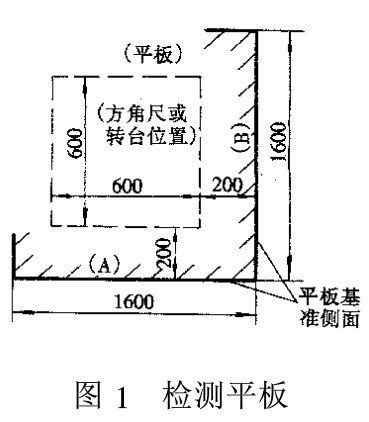
昆山一公司制造的精密量显圆转台的底座为正方形,边长为600mm×600mm。要求底座的两相邻侧边在水平面的垂直度不大于0.005mm。为了在生产装配现场检验这一项垂直度,我司给配套了一块专用的0级检测铸铁平板www.btjdlj.com,规格为1600mm×1600mm,铸铁平板的两相邻基准侧边宽50mm。工艺要求经刮研后两相邻基准侧面的直线度为0.002mm/1m,两侧面在水平面内的垂直度为0.002mm/600mm(见图1)。在对专用铸铁平板周期检定时除了检验平面度外还要测量每条基准侧面在水平面内的直线度和相互间垂直度。
铸铁平板侧面垂直度若用经纬仪或激光干涉仪测角附件测量,较繁锁且不能满足要求。我们采用了类似方箱垂直度的测量方法,方箱是在垂直面内测量而铸铁平板侧面的垂直度是在水平面内测量。

一、A和B基准侧面水平面内直线度测量
将分度值0.1"的光电自准直仪或0.005mm/1m的平直度检查仪安装在A、B边交界处外面的支座上,将平面反射镜固定在一个专用桥板的中央(见图2),使桥板下面的两颗钢球(或短圆柱)紧靠在被检测面上,两球(柱)间距ι=200mm。该专用桥板也是测量铸铁平板基准侧面垂直度和将来在铸铁平板上检验转台侧边垂直度的工具。
分别沿A、B基准侧面在全长上每隔200mm移动桥板和反射测量其直线度,每条边测量2次取平均值。用图解法或计算法按两端点连线或最小区域法评定全长直线度和任意1000m长度的直线度,必须首先符合工艺要求。
二、A和B基准面水平面内垂直度测量
用800mm×800mm(或1000mm×1000mm)刮研的方型直角尺,以任一侧面水平放置在被检验铸铁平板上,使角尺的工作面距铸铁平板的两基准侧面的距离为200mm,这和将被检验的圆转台的安放位置一致(见图1)。
然后,把电感比较仪的轴向测头装在磁性表座上,表座吸附在专用桥板上。桥板紧靠在被检基准面面上,使比较仪测头与放在方角尺工作面上的10mm量块表面接触。分别测量出铸铁平板A、B侧面至方角尺相应工作面间在两端点处的读数差,用于计算垂直度。每边两个测量点位于由方角尺工作面每端进入约20mm处。
精达量具由于该项垂直度要求较高,与方尺的垂直度相当,当方尺水平放置使用时由于方尺侧面的平面度误差而产生少量扭曲变形从而使各直角的原先检定值发生变化,必须消除方尺的垂直度误差才能得出铸铁平板基准侧面的垂直度。精达工量具为此,采用类似方箱垂直度的检定方法,用方尺的四个直角与铸铁平板基准侧面的夹角α比较,经过数据处理消去方尺的垂直度误差得到要求的结果。同时还可求出方尺以某一侧面水平放置使用时四个直角的偏差。精达量具由于圆分度误差的封闭特性,方尺四个内角之和等于360°,各角对90°的偏差之和应等于零。因此可以按下述步骤测量和计算。
测量时,先通过在电感仪测头下塞量块调整方尺某边两测点处读数相同,即方尺的一边与铸铁平板A(或B)侧边铸铁平板,然后将专用桥板连同电感仪测头移到铸铁平板的B(或A)侧面边,测量出方尺相邻90°的另一边在两测量点处至B(或A)侧面的读数差δ1'=△2'-△1'(见图3)。为了减小随机误差,再反过来先将铸铁平板B(或A)边两测量点处读数调整相同而在铸铁平板A(或B)边取得第2组读数差δ1"=△2"-△1"。取两组读数差的平均值:δ1=(δ1'+δ1")/2即是铸铁平板基准侧面夹角α与方尺∠1比较测量结果δ1。
然后,将方尺原地顺时针或反时针转过90°(在方尺四边的铸铁平板上用铅笔画出标记线定位),按上述相同步骤将方尺1/2与铸铁平板α角比较得到结果δ2。同理测得δ3和δ4。
由上述测量过程可以得出以下关系式。
δ1=△α+△∠1
δ2=△α+△∠2
δ3=△α+△∠3
δ4=△α+△∠4........................(1)
即每一组测量结果中包含了铸铁平板α角对90°的偏差和方尺相应角度对90°的偏差。
将式1)等号两边分别相加得:
(δ1+δ2+δ3+δ4)=4△α+(△∠1+△+∠2△∠3+△∠4)
由于方尺四个角对90°偏差之和为零,即:
△∠1+△+∠2△∠3+△∠4=0
△α=(δ1+δ2+δ3+δ4)/4..........................(2)
将△α代入式1)即可求出方尺各角对90°的偏差:△∠1=δ1-△α △∠2=δ2-△α
△∠3=δ3-△α △∠4=δ4-△α
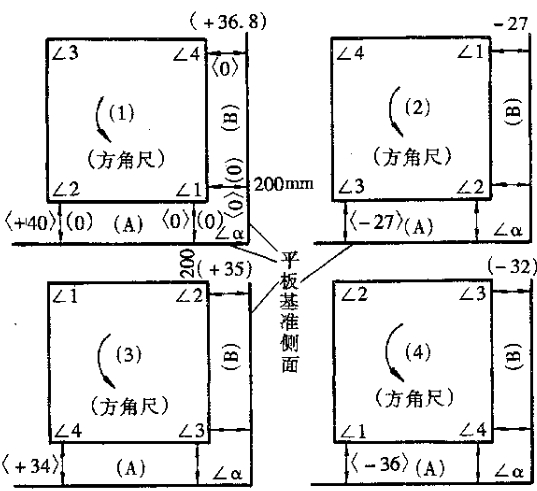
三、精达工量具测量及数据处理实例(见图3)
每一组测量结果的两次计数见图3中括号内数值,由这些数值计算如下。
1.每一个方尺位置测量两次求平均值
δ1=(+36.7+40)/2=+38.4μm
δ2=(-27-27)/2=-27μm
δ3=(+35+34)/2=+34.5μm
δ4=(-32-36)/2=-34μm
△α≈+3.0μm/(800-40)mm
将其折算为600mm长度上值为:△α=600×0.003/760=+0.0024/600≈+0.8"。
由测量方法得出:△α=+2.4μm/600mm。
实际表明铸铁平板的基准侧面夹角α小于90°。
2.方尺各角对90°的偏差值
△∠1=δ1-△α≈+9.6"
△∠2=δ2-△α≈-8.1"
△∠3=δ3-△α≈+8.5"
△∠4=δ4-△α≈-10"
闭合差:△∠1+△∠2+△∠3+△∠4≈0"
闭合差为零,说明没有较大误差和系统误差。
四、几点说明
1.选用示值误差小的测量设备,如选用光电自准直仪和电感比较仪。
2.铸铁平板和方尺以及转台均在恒温装配车间内使用和测量。塞块规取读数时应取2~3次测量的平均值,测完一组数据后要复查零位。
3.由于方尺和铸铁平板基准侧面是经过刮研的,测量位置的变化会影响测量重复性,因此方尺在铸铁平板上的放置位置和在方尺和铸铁平板侧面上的两个测量点的位置必须画出标记线定位。面且每组测量结果取在铸铁平板A边和B边结果的平均值。
在检验机床几何精度时,有时要求将方尺平放在工作台面上使用,这时的方尺各角的偏差不同于垂直站立检定的结果,也可利用本文的方法测量出方尺水平放置时的各角偏差,对机床的检验结果进行修正。



